-
-
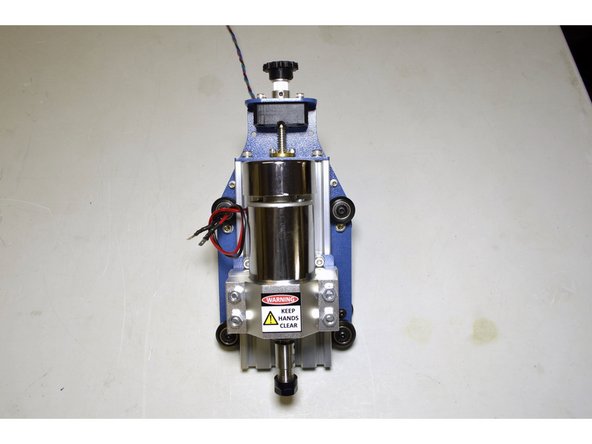
Spindle Z-Axis Assembly
-
8mm Lead screw
-
608 Bearing (2 Pcs)
-
GT2 Pulley, 20 Teeth, 8mm Bore
-
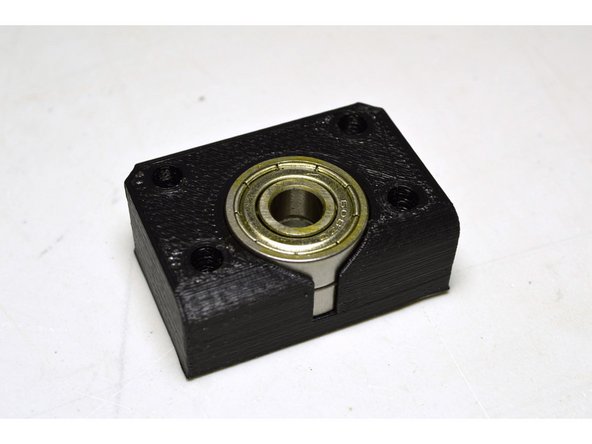
Z Bearing Block
-
Z Knob
-
Nuts & Bolts (See next step)
-
-
-
M4 Lock Nut (4 Pcs)
-
M4 Washer (4 Pcs)
-
M4x20 Cap Screw (4 Pcs)
-
8mm Shaft Sleeve (2 Pcs)
-
M3 Nut
-
M3x6 Grub Screw
-
-
-
1.5mm Allen Key
-
2mm Allen Key
-
3mm Allen Key
-
-
-
Insert the 608 bearings (2 Pcs) into the printed bearing block
-
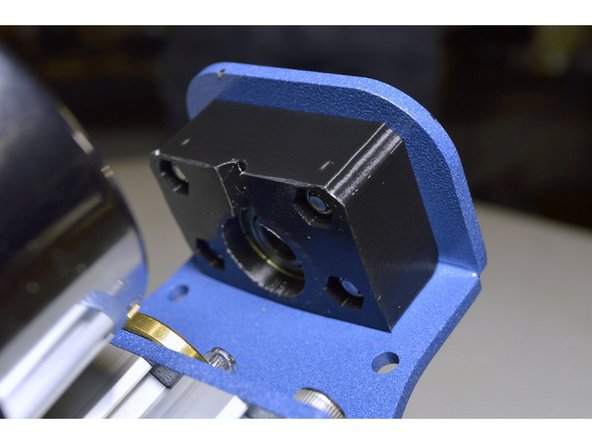
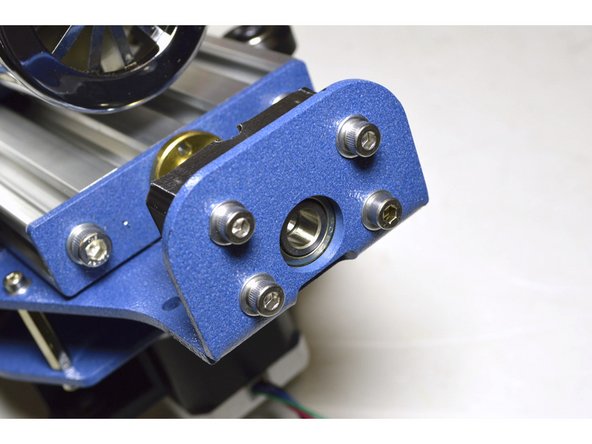
Mount the beating block onto the Spindle Z-Axis Assembly with the M4x20 cap screws (4 Pcs), M4 Washers (4 Pcs) and M4 Lock Nuts (4 Pcs)
-
Do not fully tighten the M4 screws yet, the allignment needs to be done first
-
-
-
Insert the lead screw through the bearing block, through one 8mm Shaft Sleeve and screw it into the brass lead screw nut
-
-
-
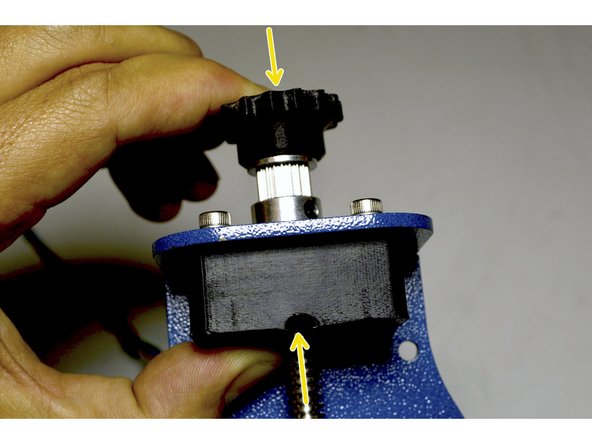
Insert the M3 nut into the slot at the bottom on the Z-knob
-
Screw the M3x6 grub screw into the M3 nut with the 1.5mm Allen Key
-
-
-
Slide the other 8mm Shaft Sleeve, GT2 Pulley and Z-Knob onto the lead screw
-
Mount the Z-knob onto the lead screw by tightening the M3 grub screw
-
Slide the GT2 Pulley and the 8mm Shaft Sleeve upwards till it is against the Z-knob and tighten them
-
-
-
Tighten the M4x20 screws which mounts the bearing block
-
Make sure not to over tighten these screws so that the Bearing block breaks
-
Push the Z-knob and bottom collet towards each other, while tightening the bottom collet
-
Make sure the lead screw can turn easily and that there is no vertical play on the spindle assembly, else the collets needs to be adjusted
-